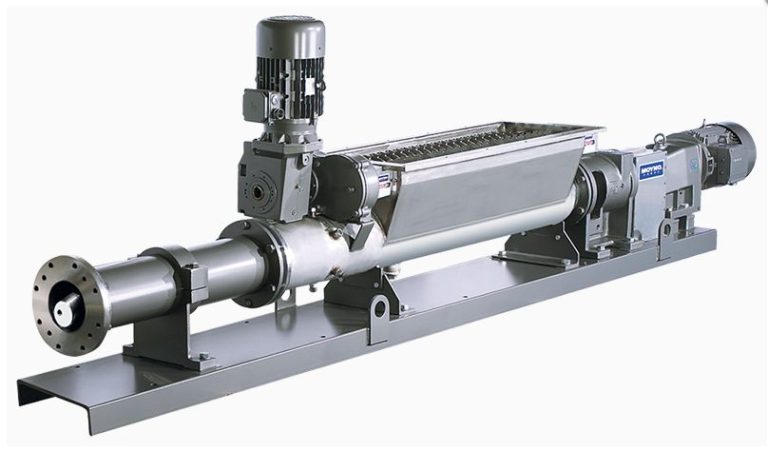
Moyno Pump-PMV Pump
Moyno Pump: Efficient and Versatile Progressive Cavity Pump The Moyno Pump is a popular type of progressive cavity pump. It consists of a single rotating element, known as a rotor, housed within a flexible stator. This unique design allows for the efficient transfer of fluids, including those with high viscosity and solids content. The Moyno…