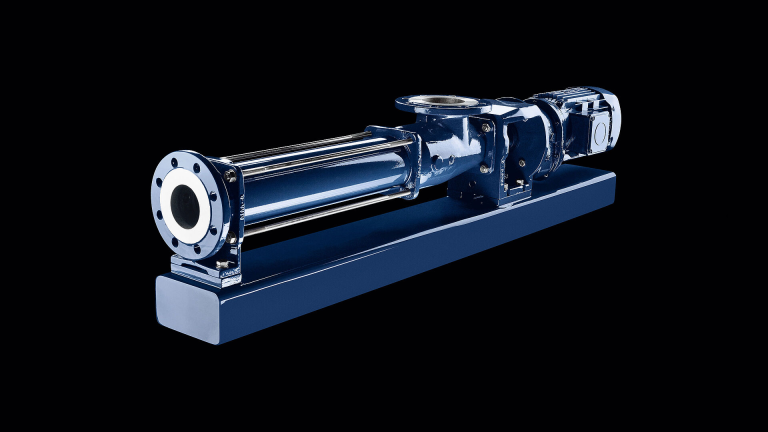
The seepex BN10-12L Rotor adopts advanced structural design and high-quality materials, which greatly improves pumping efficiency while ensuring pumping stability.
Special spiral blade design: The spiral blades of seepex BN10-12L Rotoradopt patented technology to minimize turbulence and eddy currents, thereby reducing energy loss during fluid transportation.
High-quality wear-resistant materials: The Rotor is made of alloy steel, and the surface is specially treated to greatly improve wear resistance. It can maintain excellent service life even under high pressure and high speed conditions.
Precision manufacturing process: The manufacturing process of Rotor strictly controls every link to ensure extremely high dimensional accuracy and roundness. This not only improves pumping performance, but also extends the service life of the equipment.
Optimized dynamic balance design: The dynamic balance of Rotor has been carefully optimized to effectively reduce vibration. While improving pumping efficiency, it also greatly reduces equipment noise and improves the working environment.
Advantages
Optimized design, improved efficiency:
Unique spiral design, effectively reducing fluid turbulence and vortex Fine flow channel design, greatly reducing energy loss during fluid flow Optimized rotor-stator structure, ensuring the pump is in an efficient and stable working state The overall design ensures excellent energy utilization efficiency
Outstanding durability and long service life:
Adopting high-quality structural materials to ensure mechanical strength and wear resistance Strict manufacturing process to ensure product quality and reliability Excellent chemical corrosion and wear resistance Excellent high temperature resistance Can withstand harsh working environments and provide long-lasting and reliable services
Widely used to meet diverse needs:
Applicable to multiple industrial fields such as chemical, pharmaceutical, and food processing Can stably and efficiently handle various viscous and corrosive media Provide a variety of size specifications to meet personalized needs
Intelligent control, help automation:
Seamless connection with advanced electronic control systems Equipped with intelligent functions such as automatic detection, fault diagnosis, and parameter adjustment Greatly improve production efficiency and reduce labor costs Become an indispensable key component in the era of intelligent manufacturing
BN10-12L rotor application advantages
The BN10-12L rotor has demonstrated excellent application advantages in various industries due to its outstanding characteristics:
Chemical industry In chemical production, the BN10-12L rotor can stably transport various corrosive chemicals to avoid pipeline blockage and equipment damage. Its wear resistance and sealing performance are particularly critical.
Food and beverage industry The BN10-12L rotor is widely praised in the food and beverage industry for its ability to accurately transport various viscous and granular materials while maintaining product quality.
Wastewater treatment field The BN10-12L rotor plays an important role in wastewater treatment plants, and can stably transport wastewater containing fibers and solid particles to avoid pipe blockage. Its compact design also facilitates the installation and maintenance of the equipment.
Pharmaceutical industry In the pharmaceutical production process, the BN10-12L rotor can accurately transport various pharmaceutical raw materials and intermediates to ensure product quality and production stability. Its excellent sealing performance can also minimize cross contamination.
people also ask
Generally, there will be a helical rotor inside of a double helical hole. As the rotor spins inside of the pump body, cavities are left behind. This is where the fluid will reside as the helical rotor turns. These cavities maintain a constant shape as the rotor turns and moves the fluid through the pump.
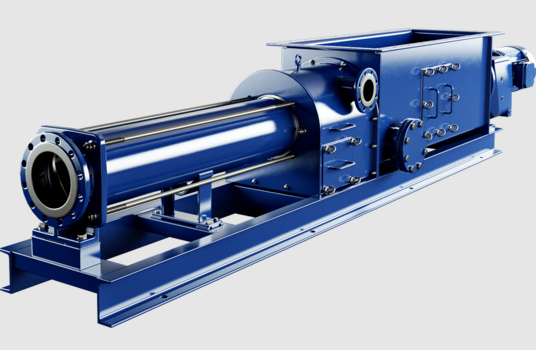
T – OPEN HOPPER PUMPS
SEEPEX open hopper pumps are used to discharge thickened and dewatered sludges for onward processing. SEEPEX can also directly mount pumps under storage silos that have a capacity to backmix to control sludge dry solids content.
SEEPEX is a leading worldwide specialist in pump technology. Our portfolio comprises progressive cavity pumps, pump systems and Digital Solutions. SEEPEX also offers innovative solutions for the conveyance of aggressive or abrasive media with low to high viscosities.
Pump capacity can also be expressed as the mass of a fluid that passes through a pump over a given time—also known as the mass flow rate. Therefore, the association between volume flow rate and mass flow rate can be represented by: Qm = pQ.
Fill up and submit the below inquiry form, or directly write us an email: info@pumpvv.com
The N series screw pump is a classic pump type in the SEEPEX modular product system. In all industrial fields, this series of pumps is widely used to transport various media with different viscosities and different solid contents. Depending on the working conditions, various geometries (conventional, 6L long lead, triangular geometry, and constant wall thickness)…
Design Features The Seepex BN75-6LT stator is a stator designed for screw pumps. It is made of high-quality materials to ensure its durability under high loads and harsh environments. Compared with traditional pump components, its unique screw design can effectively reduce turbulence when the fluid flows, thereby improving the efficiency of fluid delivery. The design…
Parameters Innovative design of seepex BN26-12 seepex BN26-12 is a high-performance screw pump component designed to meet the needs of various demanding industrial applications. The component is made of high-quality wear-resistant and corrosion-resistant materials to ensure excellent performance when handling various corrosive or abrasive fluids. The core components of BN26-12 are rotor and stator. The…
Seepex Overview Founded in the last century, Seepex is a company that focuses on screw pumps and related technologies. Its products are widely used in many fields such as chemical, food and water treatment. Seepex focuses on technological innovation and research and development, and is committed to providing customers with more efficient and reliable pump…
MADE FOR EXTREMES Powerful under extreme conditions: the BTEX hopper pumps SEEPEX are robustly built and designed with reinforced individual components for tough applications – e.g. for fermentation products in the agriculture and biogas industries. They are designed to allow contaminants to settle at the base of the hopper and be removed quickly and easily…