1. Performance Advantages
1.1 High Efficiency
The seepex BN15-6L is recognized for its remarkable pumping efficiency. Compared to traditional centrifugal pumps, the BN15-6L operates with higher efficiency when handling high-viscosity liquids. This capability enables it to reduce energy consumption in continuous operation environments, ultimately saving operational costs for businesses.
1.2 Stability and Reliability
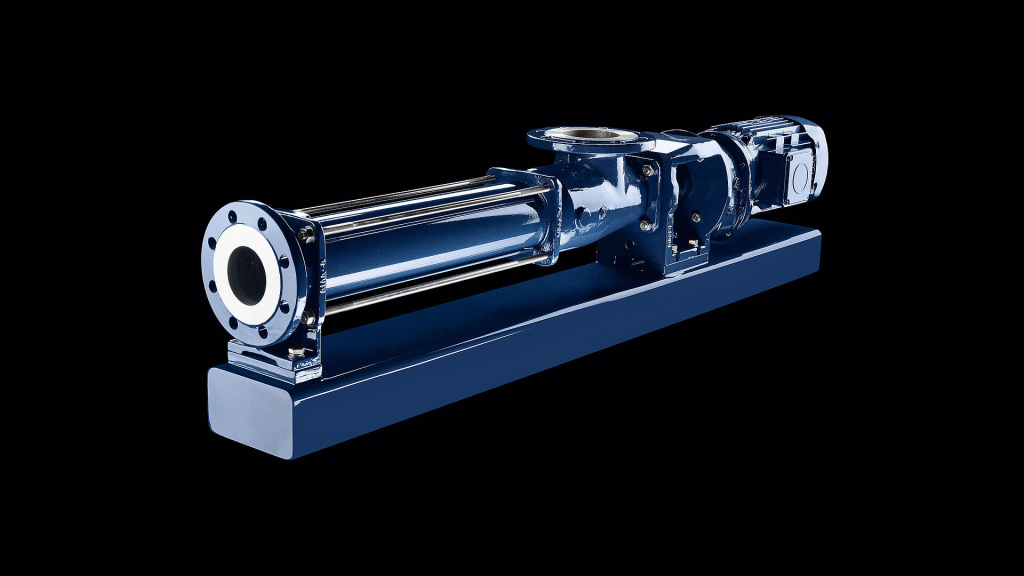
In industrial applications, the stability and reliability of pumps are essential. The BN15-6L utilizes advanced technology to maintain excellent performance even during prolonged operation. Its high wear resistance and corrosion resistance allow the pump to function properly in harsh environments, decreasing maintenance frequency.
1.3 Versatile Applications
The BN15-6L is not only suitable for the chemical and food industries but also finds applications in wastewater treatment, oil, and pharmaceuticals. Its versatility allows users to adjust the pump’s parameters according to varying needs, meeting diverse process requirements.
Parameters
| Brand:seepex | Speed:279(rpm) | Power:3kW |
| Drive mode:Electric | Suction port:DN80(mm) | Suction head:10m |
| Performance:Wear-resistant | Discharge port:DN80(mm) | Shaft power:3 |
| Number of impellers:Single stage | Efficiency:98% | Operating temperature:Normal temperature |
| Flow rate:3.1-16.4(m3/h) | Output flow rate:200 | Material:Stainless steel |
| Head:60m | Weight:80kg | Model:BN15-6L |
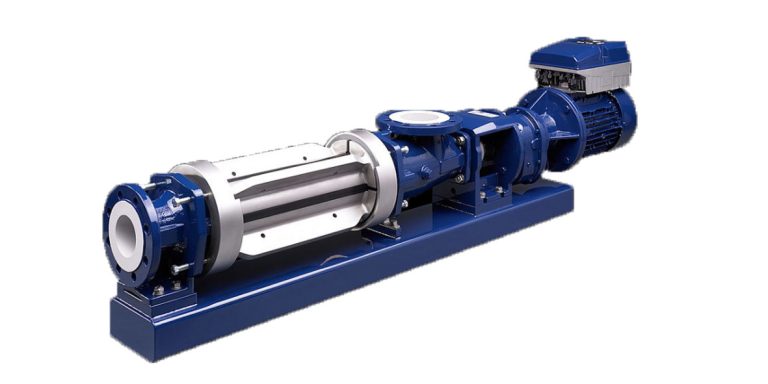
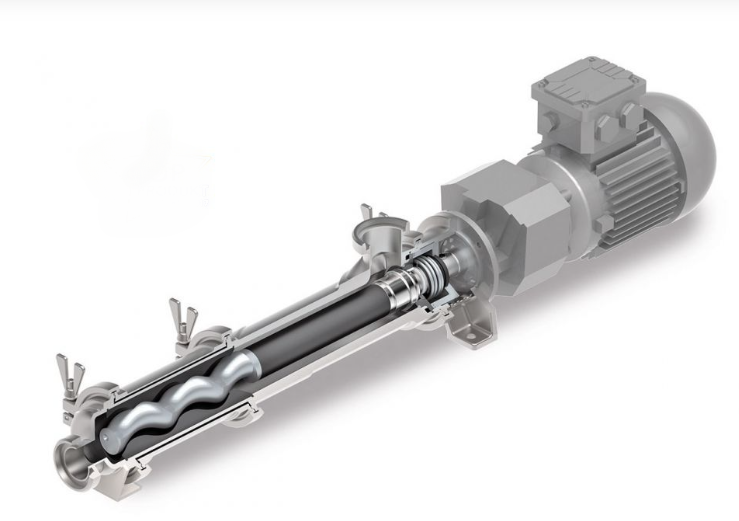
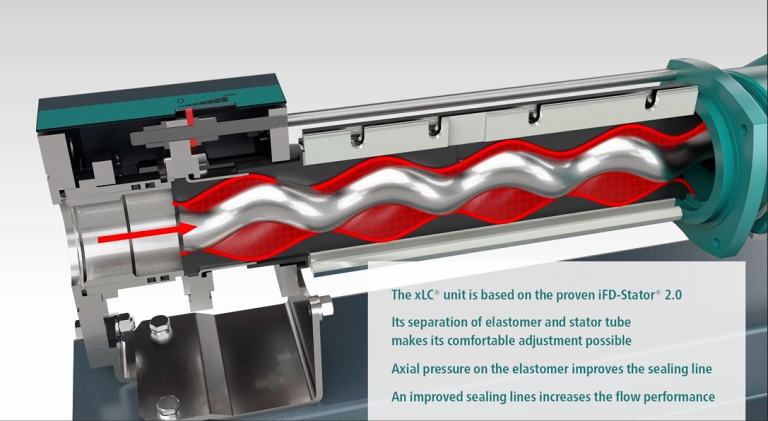
The BN15-6L rotor is crafted from advanced materials and precision manufacturing processes, ensuring reliability and durability in diverse environments. The design typically features multiple helical blades, which facilitate the movement of the medium through a screw-like action.
The BN15-6L stator utilizes advanced materials and design, enabling it to maintain high efficiency under various working conditions. Its structure is meticulously designed to ensure smooth fluid flow, thereby reducing energy loss.
2. Applications of the BN15-6L
2.1 Food Industry
In food processing, the BN15-6L can safely and effectively transport various liquids, including juices, dairy products, and sauces. Its design complies with food safety standards, ensuring product hygiene and safety.
2.2 Chemical Industry
The chemical industry has high demands for pumps, and the BN15-6L, with its corrosion-resistant materials and excellent sealing performance, can handle various chemicals, ensuring safety and reliability in the production process.
2.3 Pharmaceutical Industry
In the pharmaceutical sector, the purity of liquids and the precision of transport are critical. The high efficiency and adjustable flow characteristics of the BN15-6L make it an ideal choice for pharmaceutical production.

3. Maintenance and Care of the BN15-6L
3.1 Regular Inspection
To ensure the normal operation of the BN15-6L, regular inspections are essential. Inspection items include the pump body, seals, and connecting pipes to ensure there are no leaks or wear.
3.2 Cleaning Maintenance
During use, the pump should be cleaned regularly, especially when handling food and pharmaceutical liquids. Appropriate cleaning agents should be used to avoid damaging the pump body.
3.3 Lubrication System
The BN15-6L is equipped with an efficient lubrication system that ensures proper lubrication between components. Regularly checking the condition of the lubricating oil and replacing it as needed can effectively extend the pump’s lifespan.
People also ask
SEEPEX open hopper pumps are used to discharge thickened and dewatered sludges for onward processing. SEEPEX can also directly mount pumps under storage silos that have a capacity to backmix to control sludge dry solids content.
Headquartered in Bottrop, Germany, SEEPEX has more than 800 employees worldwide and specializes in manufacturing advanced pump technology that efficiently conveys highly viscous or abrasive substances at low pulsation rates.
Head is fluid independent, that is, regardless of the fluid’s relative density, the pump will lift it to the same height. Therefore, it does not matter whether the fluid is water or heavy sludge. Pressure, on the other hand, is fluid dependent and is affected by gravity.
Fill up and submit the below inquiry form, or directly write us an email: info@pumpvv.com